中国文物网


图1 “西汉半两”滑石质钱范的正面和背面图

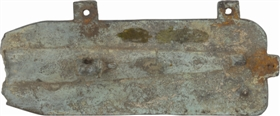
图2 “东汉五铢”铜质钱范的正面和背面图


图3 “东汉五铢”铜质钱范的正面和背面图
范,一般与模相连用,即模范,初意是指古代铸造铜器和铁器时所使用的主要造型工具。钱范是古代铸造金属货币的模子,一般称为钱模。汉代王充《论衡·物势》中讲 “埏植作器,必模范为形”,才能铸作器物。
中国是最早实行金属铸币的国家之一,现有的考古资料证实,至迟在春秋中晚期已开始正式铸造钱币,铸钱工艺远在2000多年前的秦汉时期即日趋成熟,先秦时已有范铸,采用“分流直铸”法,故钱多为上下铸口。秦末以后,改用“直流分铸”工艺,铜范、石范兼用。至汉武帝钟官铸钱,为求钱型统一,铸饯由“祖范、母范、子范”逐次翻铸。中国铸币工艺,最迟到汉武帝时的上林三官五铢钱,已经成熟、定型。尤其是叠铸法,西汉初已使用,直至东汉晚期依旧盛行。在中国 2500余年的铸币发展史中,钱币铸造大致经历了平板范竖式浇铸、叠铸、母钱翻砂铸造三个阶段。古代铸钱工艺的演进,为中国货币文化的发展奠定了基础。
而作为铸钱工具的钱范,有陶范、石范和金属范三种,它们并不是同时被使用的,而是经历了一个漫长的历史发展过程。铜范又叫母范,是用铜雕刻成的范。较之泥范,是先进的铸造工具,因为它克服了泥范铸造的“一次性”的缺陷,一套母范制成后可以反复使用,大大提高了工作效率。因此,对母范制作的技术性要求较强。母范的制作费工需时,必须标准精细,以达到设计的造型要求,母范制成后,印制子范则任何工人都可操作,其成品规格划一,文字精整,且可大量生产。
西汉时期制造金属物件还没有出现翻砂工艺,制造青铜钱币普遍采用的是范铸技术。铸钱必须先制作带有钱币型腔的钱范,再将熔化的青铜注入钱范之中,待冷却后取出铸就的钱币毛坯,加工而成。因此钱币的生产数量和效率,以及钱币的质量好坏,在很大程度上由钱范的制造技术水平决定。社会发展促进了对钱币需求的扩大,迫切要求增加钱币的供应,同样在某种程度上促进了范铸技术的改进,从而提高了铸造钱币效率。
“西汉半两”钱范为滑石质(图1),形制为长方形,比较规整。长26厘米,宽9.3厘米,厚2厘米,重1356克。两侧边缘有磨损,“直流分铸”工艺,内铸一横3枚,两纵12枚钱模,穿径0.95厘米,直径2.7厘米,浇口宽3厘米。范面顶部中有漏斗状浇口,下与主槽相连,支槽通钱模。钱文“半两”两字为阴文小篆体,笔画均匀,已隶化,钱体较薄,此范从钱形字体上看,当属西汉高后所行八铢半两范。石范的材料主要是地滑石和蛇纹石,这两种石质有硬度低、质地细腻、易雕刻和耐高温等特点。
“东汉五铢”钱范,为铜质(图2),形状上长方下半圆,略似舌形,长23.5厘米,宽8.3厘米,厚1.1厘米,重1412克。范面较宽,“直流分铸”工艺,范面顶部中有漏斗状浇口,浇铸口两侧各有一三角形榫,底部正中有一个三角形榫,下与主槽相连,支槽通钱模,内铸两行钱模共12枚,钱模直径2.7厘米,穿宽1厘米,字文“五”字交笔较直,“铢”头转笔方折,字形结构严谨。还有一件“东汉五铢”铜质钱范(图3),形状上长方下半圆,略似舌形,长22.2厘米,宽度9.3厘米,厚1厘米,重1197克。范面较宽,两侧上部有磨损,“直流分铸”工艺,范面顶部中有漏斗状浇口,下与主槽相连,支槽通钱模。内铸两行钱模共10枚,钱模直径2.5厘米,穿宽1厘米,字文“五”字竖画交笔较直,“铢”头方折,字文点画布局匀称。这两件铜质钱范工艺精良,钱形规整,范面光平,字迹清晰。
钱币是传承人类文化的最好载体之一,其本身折射出来的历史文化、艺术价值,值得人们去发掘和解读。
沒有留言:
張貼留言